

Optimized cable carrier solutions are essential for maintaining the operational integrity of cleanroom environments. The design and construction of these systems are tailored to minimize dust generation and ensure compliance with strict cleanliness standards. Implementing advanced moving cable systems facilitates the effective management of cables and hoses, thereby enhancing automation processes. Key features such as durability, space efficiency, and ease of maintenance significantly contribute to their performance. Organizations must consider factors like load capacity and movement frequency when selecting a suitable cable management system. By prioritizing these parameters, facilities can effectively reduce contamination risk while improving productivity in critical cleanroom applications.
Optimized Cable Carrier Solutions for Cleanroom Applications
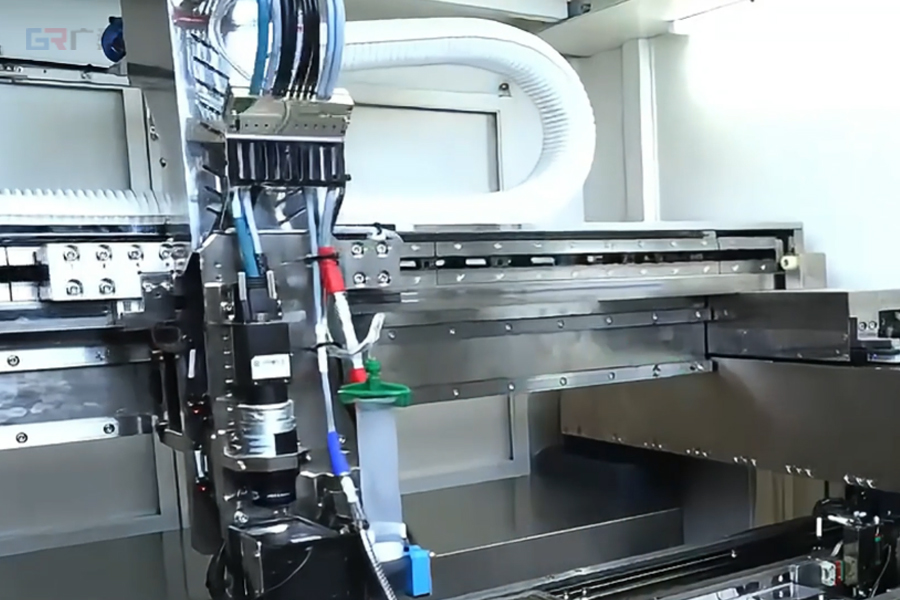
In cleanroom environments, the efficiency of automated systems relies heavily on reliable cable management. The cleanroom drag chain is specifically designed for such applications, ensuring minimal contamination and optimal performance. These carriers effectively support a range of cables and hoses while maintaining compliance with rigorous cleanliness standards.
Key Features:
| Feature | Description |
|---|---|
| Cleanroom Compliance | Meets stringent ISO classifications to reduce particles. |
| Durability | Constructed from materials that resist wear and tear. |
| Space Efficiency | Streamlined design maximizes limited cleanroom space. |
| Easy Maintenance | Modular design allows for quick replacements and adjustments. |
"Investing in the right cable management system can greatly improve overall cleanroom efficiency."
Consideration of factors such as load capacity, movement frequency, and environmental exposure is crucial when selecting a cleanroom drag chain. These systems not only protect sensitive components but also contribute to a cleaner, safer operational environment, enhancing your facility's productivity in critical processes.
Advanced Moving Cable Systems for Controlled Environments
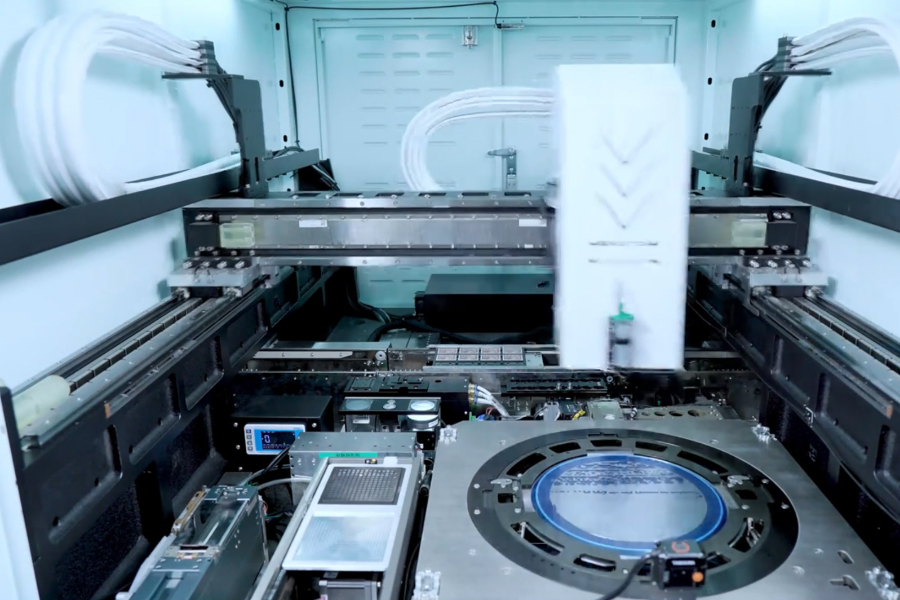
In cleanroom settings, advanced moving cable systems play a vital role in maintaining operational efficiency and compliance. These systems are designed specifically to support the movement of cables while ensuring that dust and contaminants are kept to a minimum. With robust materials that withstand the rigors of daily operations, these cable carriers provide dynamic protection for wires and hoses, contributing to uninterrupted automation processes. The seamless integration of these solutions helps facilitate high-speed operations, while also minimizing maintenance needs due to their durable construction. By selecting systems that meet specific cleanroom classifications, organizations can enhance productivity without compromising on stringent cleanliness standards.

Cleanroom-Approved Cable Carriers for Efficient Performance
Cleanroom-approved cable carriers are essential for maintaining operational efficiency in controlled environments. Designed to minimize dust generation, these carriers help maintain compliance with stringent cleanliness standards. Their construction, typically sourced from reputable drag chain manufacturers, ensures durability and resistance to a variety of materials found in cleanrooms. By utilizing high-quality drag chain factory components, these cable carriers support rapid movement and facilitate minimal friction, thereby enhancing overall system performance. The implementation of such solutions not only protects sensitive equipment and processes but also promotes reliability and reduces maintenance frequency. As cleanroom applications continue to evolve, the need for innovative cable management solutions remains crucial in supporting efficient workflows and product integrity.
Enhancing Cleanroom Operations with Innovative Cable Solutions
The integration of advanced cleanroom drag chain systems plays a crucial role in streamlining operations within cleanroom environments. These systems are designed to support the movement of cables and hoses while adhering to strict cleanliness standards. By minimizing dust generation and ensuring reliable operation, cleanroom drag chains contribute significantly to contamination control. The robust construction of these carriers enhances durability, which is vital for maintaining performance during repetitive motions often seen in automated processes. Furthermore, their anti-static properties help mitigate the risk of electrostatic discharge, an essential consideration in sensitive applications such as semiconductor manufacturing and pharmaceutical production. Ultimately, the use of optimized cable carriers not only supports operational efficiency but also aligns with the stringent requirements outlined for cleanroom environments.
Conclusion
Optimized cable carrier solutions are integral to the efficiency of cleanroom applications. They not only facilitate the safe movement of cables and hoses but also adhere to stringent cleanliness standards essential for controlled environments. The choice of high-quality materials and practical designs ensures these systems reduce contamination risks while maintaining durability and resilience. By implementing effective cable management strategies, facilities can enhance productivity and workflow in critical operations, ultimately supporting innovation in various industries such as pharmaceuticals, electronics, and biotechnology. The focus on compliance and performance will continue to drive advancements in cleanroom cable management solutions, meeting the evolving demands of modern cleanroom environments.
FAQs
What are cleanroom-approved cable carriers?
Cleanroom-approved cable carriers are specially designed systems that minimize contamination in controlled environments. They adhere to strict cleanliness standards, ensuring reliable performance in sensitive operations.
How do cleanroom drag chains improve efficiency?
These drag chains manage the movement of cables and hoses while preventing dust generation, which is crucial for maintaining operational efficiency in cleanrooms.
What materials are typically used in cable carriers for cleanrooms?
Cable carriers for cleanrooms are often made from durable materials that resist wear and tear, allowing them to withstand the demanding conditions of these environments.
Can these cable management systems handle varying loads?
Yes, many cleanroom cable systems are designed to accommodate different load capacities and movement frequencies, ensuring versatile performance tailored to specific operational needs.
How often do I need to maintain my cleanroom cable systems?
While maintenance needs vary based on usage, modular designs typical of these systems facilitate quick replacements and adjustments, reducing overall downtime.
Contact Guangrou for a clean room drag chain solution.









