

When selecting advanced cable carrier solutions for cleanroom environments, several critical factors must be considered to ensure optimal performance and compliance with cleanliness standards. Firstly, the ability of cable carriers to minimize particle shedding is vital for maintaining air quality in sensitive areas, as contamination can lead to significant product defects. Additionally, features such as high abrasion resistance and low dust generation contribute to the durability of these systems in high-movement applications. Organizations should evaluate the design for ease of use, particularly regarding maintenance and installation processes. Furthermore, compatibility with existing equipment is essential to facilitate seamless integration into current operations. Ultimately, choosing the right cleanroom cable moving system enhances automation efficiency while safeguarding product integrity across various applications.
Advanced Solutions for Cleanroom Cable Carrier Systems
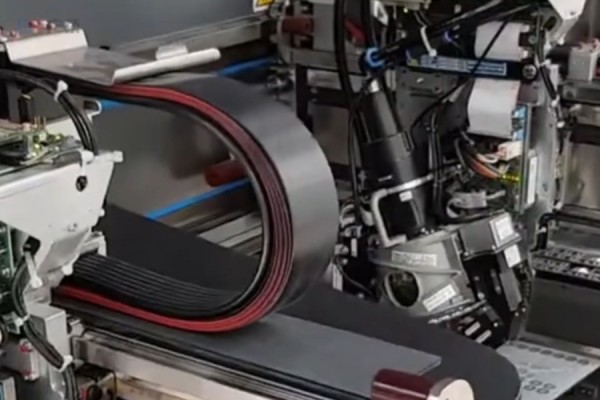
In cleanroom environments, maintaining the highest cleanliness standards is essential for ensuring operational efficiency and product integrity. Advanced cleanroom cable moving systems, including specialized drag chains from reputable drag chain factories, play a crucial role in achieving these standards. These cable carriers are engineered to minimize particle shedding while providing robust protection for cables and other essential components.
With features such as abrasion resistance and oil and chemical resistance, these durable systems ensure longevity even in high-movement applications. Their design supports quiet operation, making them suitable for environments where noise levels must be kept to a minimum. Additionally, the openable design allows for simple installation and maintenance, streamlining processes in sensitive settings like semiconductor or pharmaceutical production lines.
| Feature | Description |
|---|---|
| Cleanroom Readiness | Complies with ISO cleanliness standards |
| Durability | Resistant to wear from repeated movements |
| Low Contamination Risk | Minimizes dust generation and particle shedding |
| Installation Efficiency | Easy assembly and disassembly |
Choosing the right cable moving system involves considering various factors such as the frequency of movement, size of cable bundles, and exposure to chemicals. Overall, investing in proven cable carriers not only supports operational efficiency but also safeguards product quality during critical processes.
Efficient Cable Moving Systems for Sensitive Environments
In cleanroom environments, the importance of effective cable moving systems cannot be overstated. These systems must operate seamlessly while adhering to strict cleanliness standards. A well-designed cable carrier should provide robust support for cables, ensuring they remain protected from contaminants. Features like low dust generation and oil resistance are critical in maintaining a clean operating space. Additionally, the ability to open and reconfigure these systems simplifies maintenance and enhances operational efficiency.
“Select a cable carrier based on your specific requirements for movement frequency and compatibility with existing equipment.”
It is essential to consider factors like the size of the cable bundle and potential exposure to chemicals when choosing a suitable carrier. By focusing on these elements, organizations can ensure that their operations run smoothly while safeguarding product integrity in sensitive environments.

Durable Cable Carriers to Enhance Automation in Cleanrooms
The use of cleanroom drag chains is paramount in maintaining the operational efficiency of automated systems within sensitive environments. These cable carriers are engineered to withstand rigorous conditions, offering robust protection for cables and lines while adhering to strict cleanliness requirements. With features such as abrasion resistance and low dust generation, these systems minimize contamination risks significantly. Furthermore, the anti-static properties of these drag chains play a crucial role in preventing electrostatic discharge, which can compromise sensitive equipment. Additionally, their openable design allows for easy accessibility and streamlined maintenance processes. By selecting a reputable drag chain manufacturer, organizations can ensure that their cable management solutions effectively support automation while preserving high cleanliness standards in cleanroom settings.
Achieving High Cleanliness Standards with Innovative Cable Carriers
In cleanroom environments, maintaining high cleanliness standards is crucial for operational success. Innovative cable carriers, often referred to as drag chains, play an essential role in this regard. These systems are specifically engineered to minimize particle shedding and ensure low levels of contamination. A reliable drag chain factory focuses on manufacturing carriers that adhere to stringent cleanliness requirements and are compatible with various applications, including semiconductor and pharmaceutical production. The advanced design of these drag chains incorporates features such as openable constructions for easy maintenance and high-speed capabilities suited for repetitive movements. By utilizing durable materials that resist abrasion and chemicals, drag chain manufacturers provide solutions that enhance longevity while maintaining the necessary cleanliness standards in sensitive environments. This not only boosts the efficiency of automated systems but also preserves product integrity throughout the manufacturing process.
Conclusion
The integration of advanced cable carrier systems in cleanroom environments is pivotal for maintaining operational efficiency and product integrity. By effectively managing cable movement, these systems reduce the risk of contamination while promoting adherence to cleanliness standards. Choosing durable and innovative cable carriers that withstand the unique demands of sensitive environments is essential. Additionally, the design features such as minimal particle shedding and ease of maintenance not only enhance performance but also streamline operations. In an industry where precision is paramount, investing in reliable cleanroom cable moving solutions ultimately supports the long-term success and sustainability of manufacturing processes.
FAQs
What are cleanroom cable moving systems?
Cleanroom cable moving systems are specialized solutions designed to ensure the safe and efficient management of cables in environments that require high cleanliness standards, such as pharmaceuticals and semiconductor manufacturing.
How do cable carriers contribute to contamination control?
Cable carriers are engineered to minimize particle shedding and dust generation, reducing the risk of contamination in sensitive cleanroom settings.
What features should be considered when selecting a cable moving system for cleanrooms?
Key features include durability, ease of maintenance, low dust generation, and resistance to chemicals and abrasion. It's also essential to consider the specific movement frequency and compatibility with existing equipment.
Why is material selection important in cleanroom drag chains?
The choice of materials impacts not only the longevity and performance of the drag chains but also their ability to maintain cleanliness standards by resisting contamination from spills or wear.
Can these systems operate under various environmental conditions?
Yes, advanced cable carriers are designed to function effectively under a range of conditions while adhering to strict cleanliness guidelines. This makes them versatile for multiple applications within cleanrooms.
Contact Guangrou for a clean room drag chain solution.









