
The crucial role of cable carriers in all-in-one moving cable systems for clean rooms cannot be overstated. These components not only protect and organize cables but also actively contribute to maintaining the stringent cleanliness standards essential in sensitive environments. By effectively minimizing cable movement friction, they help in reducing particulate emissions that could lead to contamination. Additionally, the durability and low-dust characteristics of high-quality cable carriers support uninterrupted automation processes, ensuring operational reliability. Their design allows for efficient maintenance, further enhancing the overall functionality of cleanroom operations. As such, selecting appropriate cable carriers is a fundamental aspect of maintaining both cleanliness and efficiency in critical manufacturing settings.
Importance of Cable Carriers in All-in-One Moving Cable Systems for Clean Rooms
Cable carriers play a vital role in ensuring the functionality and cleanliness of all-in-one moving cable systems designed for clean rooms. They provide a structured pathway for cables, preventing tangling and wear, which is crucial in high-standards environments. By minimizing cable movement friction, cable carriers reduce the risk of particulate generation that could contaminate sensitive areas.
"Using high-quality cable carriers can significantly enhance a cleanroom's operational reliability.”
These systems not only support power and data lines but also comply with stringent cleanliness standards necessary for industries such as semiconductor and pharmaceuticals. The integration of cable carriers helps maintain an organized workspace, facilitating efficient operations while safeguarding product integrity. Moreover, with features like low dust generation and anti-static properties, cable carriers contribute to the overall safety and effectiveness of automated processes in clean environments.
How Cable Carriers Ensure Cleanliness and Efficiency in Cleanroom Automation
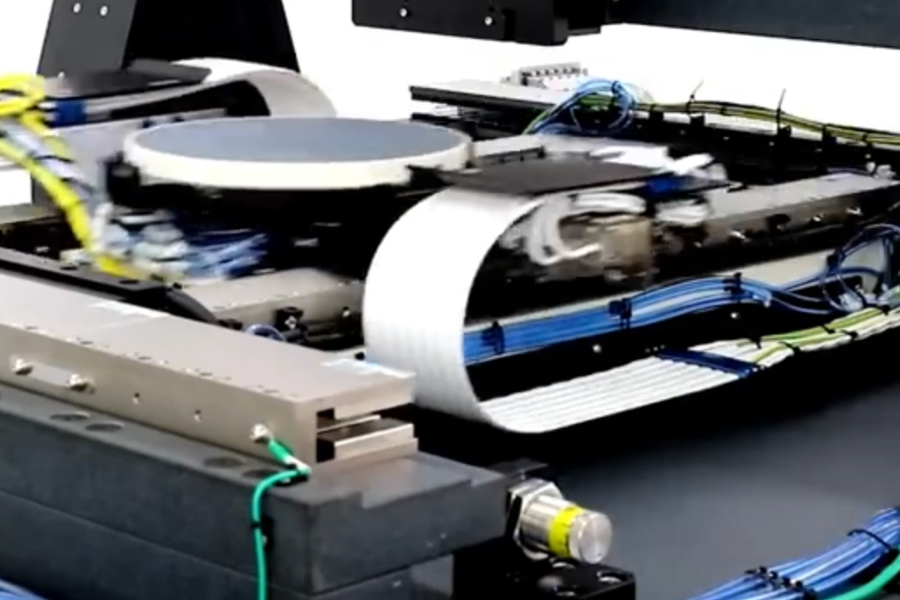
Cable carriers play a vital role in maintaining the high cleanliness standards required in cleanroom automation. A well-designed cleanroom drag chain minimizes particle generation and helps prevent contamination of sensitive machinery and products. These drag chains, produced by reputable drag chain factories, are engineered to support multiple cables and hoses while managing movement effectively. By utilizing innovative materials that resist abrasion, chemical exposure, and static electricity, these cable carriers safeguard operational reliability. Additionally, the open design of many cleanroom drag chains simplifies installation and routine maintenance, allowing for seamless adjustments without compromising the facility's strict cleanliness requirements. Effective organization of cables through these systems enhances workflow efficiency and minimizes downtime, ensuring that critical processes continued uninterrupted. In environments like semiconductor and pharmaceutical manufacturing, the efficiency of a drag chain manufacture can greatly influence overall production performance.
Enhancing Cleanroom Operations with All-in-One Moving Cable Systems and Cable Carriers
All-in-one moving cable systems integrate seamlessly into cleanroom environments, allowing for effective management of cable logistics while adhering to strict cleanliness standards. The use of cable carriers within these systems not only improves the organization but also significantly minimizes the risk of contamination. By using specially designed carriers with low dust generation and abrasion resistance, facilities can ensure the protection of sensitive cables against wear and particle emission.
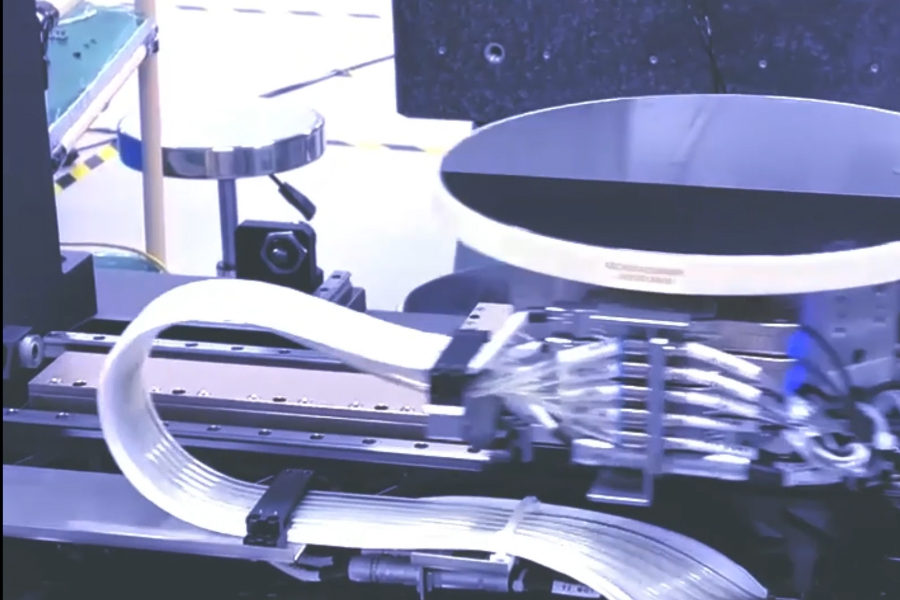
These systems enhance operational efficiency by facilitating high-speed movements necessary for automated processes while maintaining critical cleanliness levels. For instance, their openable design simplifies maintenance tasks, reducing downtime typically associated with repairs or inspections. Furthermore, with anti-static properties built into the cable carriers, organizations can mitigate risks related to electrostatic discharge (ESD), which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production.
| Feature | Benefit |
|---|---|
| Low Dust Generation | Reduces potential contamination |
| High-speed Capability | Supports rapid automation processes |
| Openable Design | Easier maintenance and quick inspections |
| Anti-static Properties | Minimizes ESD risks in sensitive areas |
In summary, investing in all-in-one moving cable systems equipped with effective cable carriers enhances cleanliness and operational effectiveness, ensuring that cleanroom requirements are consistently met.
Exploring the Benefits of All-in-One Moving Cable Systems in Sensitive Manufacturing Environments
All-in-one moving cable systems play a pivotal role in minimizing contamination risks in sensitive manufacturing settings. By integrating cable carriers into these systems, organizations can effectively manage and route power, data, and fluid lines while adhering to strict cleanliness standards. The design of these cable carriers helps to reduce particle generation and prevents potential disruptions during automated processes. Coupled with their durability and resistance to environmental factors, such as oils and chemicals, these systems enhance the reliability of operations. Furthermore, their streamlined installation and maintenance processes make them user-friendly, allowing for efficient inspections without compromising cleanliness. This adaptability proves beneficial in various applications, from semiconductor manufacturing to biotechnology laboratories, where precision and cleanliness are paramount. As a result, adopting all-in-one moving cable systems can significantly bolster operational efficiency and maintain product integrity in these critical environments.
Conclusion
In conclusion, the role of cable carriers within all-in-one moving cable systems is integral to maintaining operational efficiency and cleanliness in cleanroom environments. By effectively managing cables and hoses, these carriers minimize the risk of contamination while facilitating smooth movement necessary for automated processes. Their design reduces particle generation, which is particularly critical in industries such as semiconductor and pharmaceuticals. Additionally, the use of high-quality materials enhances durability and resistance to harsh cleanroom conditions. This proactive approach to cable management not only safeguards sensitive equipment but also contributes positively to overall productivity while adhering to stringent cleanliness standards essential for sensitive manufacturing applications.
FAQs
What are the main functions of cable carriers in cleanroom applications?
Cable carriers serve to organize and protect cables in cleanroom environments, preventing tangles and wear while minimizing particulate contamination.
How do cable carriers contribute to maintaining cleanliness?
By reducing movement friction and employing low-dust materials, cable carriers help prevent the generation of particles that could compromise cleanroom standards.
Are there specific features to look for in cable carriers used for sensitive applications?
It is essential to choose carriers that are designed with anti-static properties, high durability, and low dust generation capabilities to ensure optimum performance in sensitive environments.
What impact does a cable carrier's design have on maintenance?
Openable designs facilitate easier access for maintenance tasks, allowing cleanroom operators to perform inspections quickly without disturbing cleanliness protocols.
Can all-in-one moving cable systems enhance operational efficiency in manufacturing?
Yes, these systems integrate seamlessly into workflows, enabling the quick movement of cables and hoses while adhering to strict cleanliness requirements, which is crucial for efficient production processes.
Contact Guangrou for a clean room drag chain solution.









