
The implementation of cleanroom-approved cable carriers and the Clean Room Total Harness System is vital for upholding stringent cleanliness standards in sensitive manufacturing settings. These systems effectively minimize contamination risks, enhancing operational efficiency. Cleanroom-approved cable carriers, constructed from durable, easy-to-clean materials, are designed to generate minimal particles. Their openable designs not only simplify maintenance but also ensure regular inspections without compromising cleanliness. Furthermore, the seamless integration of these solutions supports organized routing of essential cables and hoses, which is critical in meeting industry regulations. By focusing on reducing dirt accumulation and ensuring consistency in production practices, organizations can significantly improve both product quality and operational reliability.
Understanding the Function of Cleanroom-Approved Cable Carriers in Contamination Control
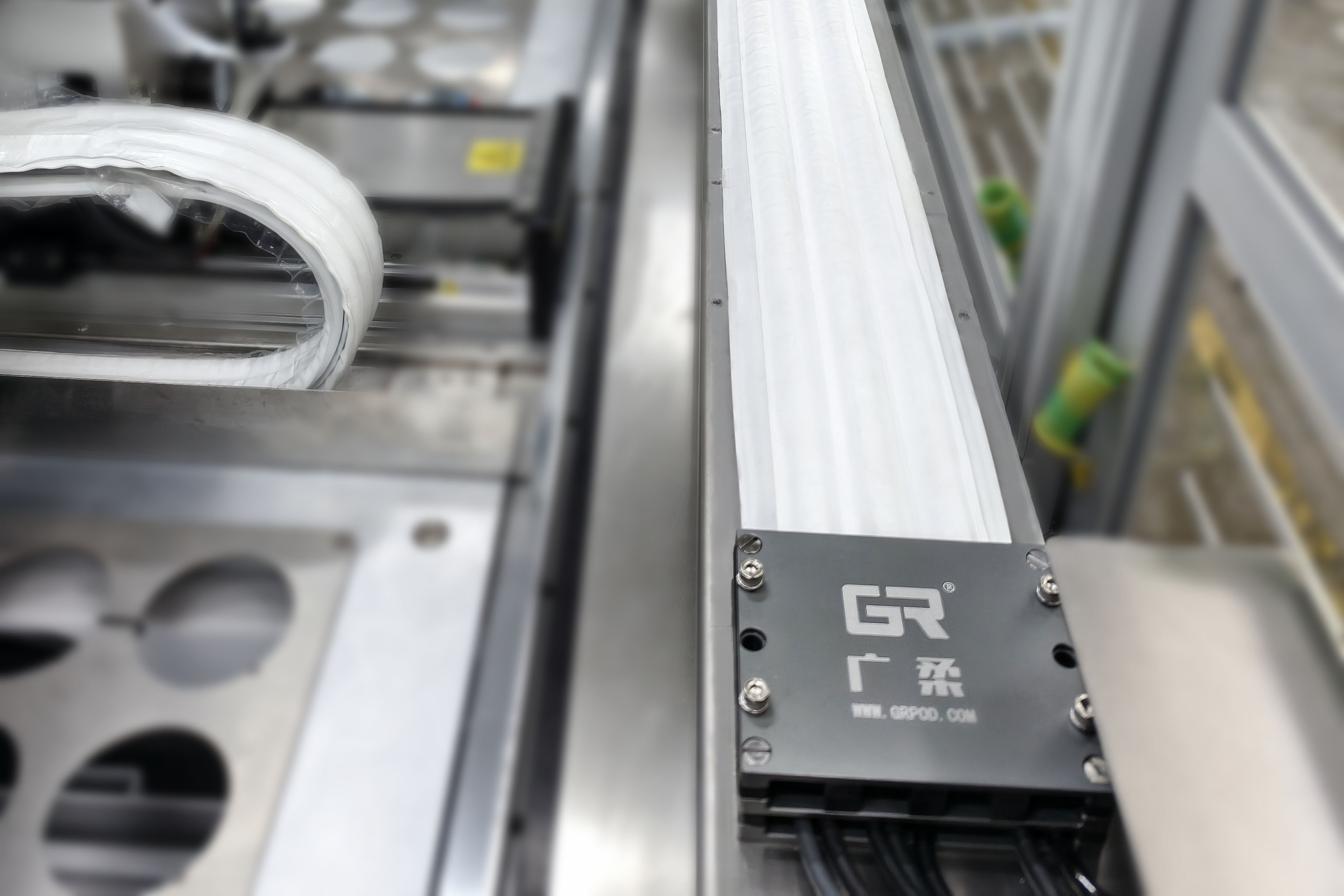
Cleanroom-approved cable carriers play a crucial role in maintaining the integrity of controlled environments. These systems, often referred to as cleanroom drag chains, are designed to minimize particle generation, thereby reducing contamination risks. Their construction typically employs materials that resist abrasion and are easy to clean, ensuring they do not contribute to dirt accumulation.
Moreover, these carriers often feature openable designs that facilitate quick inspections and maintenance without compromising cleanliness standards. By housing cables and hoses securely, they prevent movement that could lead to wear or damage, which can generate harmful debris.
Table 1 highlights essential features of cleanroom drag chains:
| Feature | Description |
|---|---|
| Particle Generation | Low, ensuring minimal contamination |
| Material | Durable and easy-to-clean materials |
| Design | Openable for maintenance; prevents dirt trapping |
| Compatibility | Suitable for various industrial applications |
"Effective cable management is key to achieving high cleanliness standards."
In applications such as semiconductor manufacturing or pharmaceuticals, the reliability of cleanroom-approved cable carriers ensures that production processes remain efficient and compliant with stringent industry regulations. By integrating these solutions into operations, organizations can effectively manage contamination control while enhancing overall productivity.
The Importance of the Clean Room Total Harness System for Maintaining Cleanliness Standards
The Clean Room Total Harness System plays a crucial role in maintaining the stringent cleanliness standards required in sensitive manufacturing environments. This system integrates cleanroom-approved cable carriers, which help manage cables, hoses, and pipes effectively while preventing contamination. By utilizing a robust drag chain manufacture approach, it ensures the safe and organized routing of essential operational components. The harness system's design minimizes particle generation and provides seamless operation within facilities like semiconductor and pharmaceutical production lines. Additionally, its modularity allows for easy maintenance and customization to fit specific cleanroom requirements. This adaptability is vital for enhancing operational efficiency, especially in environments where every aspect of cleanliness impacts product quality.
Benefits of Using Cleanroom-Approved Cable Carriers in Sensitive Manufacturing Environments
Cleanroom-approved cable carriers play a crucial role in maintaining the integrity of sensitive manufacturing environments. These cable carriers are designed to minimize contamination risks, ensuring that operations within cleanrooms adhere to stringent cleanliness standards. With features like low dust generation and anti-static properties, they effectively reduce particulate matter that could impact product quality.
Additionally, the openable design allows for easy installation and maintenance, which is essential for operational efficiency. The high-speed capability of these carriers supports rapid production cycles often required in industries like pharmaceuticals and semiconductors, where any downtime can result in significant losses. Choosing a reliable drag chain manufacture ensures that these systems are built to last, offering durability against wear and exposure to various manufacturing fluids. By integrating cleanroom-approved cable carriers into operations, manufacturers achieve enhanced contamination control and stability in their processes.
Optimizing Operational Efficiency with Cleanroom Cable Management Solutions
Implementing cleanroom cable management solutions, such as cleanroom-approved cable carriers, significantly enhances operational efficiency in sensitive environments. These systems minimize risks associated with contamination while ensuring the safe routing of cables and hoses. A reliable drag chain factory provides robust designs that cater to the unique needs of cleanroom applications, ensuring compliance with stringent cleanliness standards. By utilizing these specialized carriers, businesses can expect improved workflow and reduced maintenance needs. This leads to less downtime and greater reliability in automated processes, allowing for smoother operation within sensitive manufacturing settings. Additionally, the openable design of these carriers facilitates easier access for inspections and repairs, contributing further to operational efficiency.
Conclusion
Cleanroom-approved cable carriers and the Clean Room Total Harness System are essential components in maintaining the integrity of contamination-controlled environments. Their specific design and materials minimize particle generation while improving cable management efficiency. As industries like semiconductors and pharmaceuticals increasingly demand high cleanliness standards, these systems not only support compliance but also enhance operational reliability. Implementing these solutions promotes productivity by reducing maintenance needs and preventing potential contamination risks, making them indispensable for organizations committed to quality and compliance in sensitive manufacturing settings. Their role in streamlining processes further solidifies their significance in contemporary cleanroom applications, ensuring that cleanliness remains a top priority throughout production workflows.
FAQs
What materials are used in cleanroom-approved cable carriers?
Cleanroom-approved cable carriers are typically made from durable, easy-to-clean materials that resist abrasion and minimize particle generation.
How do cleanroom cable carriers contribute to contamination control?
These systems are designed to prevent the movement of cables and hoses, reducing wear and debris generation that can compromise cleanliness.
What features should I look for in a cleanroom drag chain?
Look for features such as low dust generation, easy maintenance with openable designs, and compatibility with specific industry requirements.
Can cleanroom-approved cable carriers be customized for different applications?
Yes, many systems offer modular designs that can be tailored to meet the specific needs of various cleanroom environments.
How do these systems improve operational efficiency in manufacturing?
By facilitating safe cable routing and minimizing maintenance needs, they help reduce downtime and ensure smoother production processes.
Contact Guangrou for a clean room drag chain solution.









