Utilizing advanced cleanroom cable carrier solutions, including the Clean Room Total Harness System, significantly enhances the efficiency and reliability of automation systems. These systems are meticulously designed to meet stringent cleanliness and contamination control standards, making them ideal for high-standards environments such as pharmaceuticals and semiconductors. Key features, such as modular designs and abrasion-resistant materials, offer flexibility in application and ensure longevity in dynamic settings. Furthermore, the ease of installation and maintenance allows for quick adaptability and minimal disruption to operations. Proper cable management in cleanrooms not only safeguards sensitive equipment but also supports seamless operational flow across various automated processes. Employing these solutions can lead to improved performance metrics while upholding the integrity of cleanroom standards.
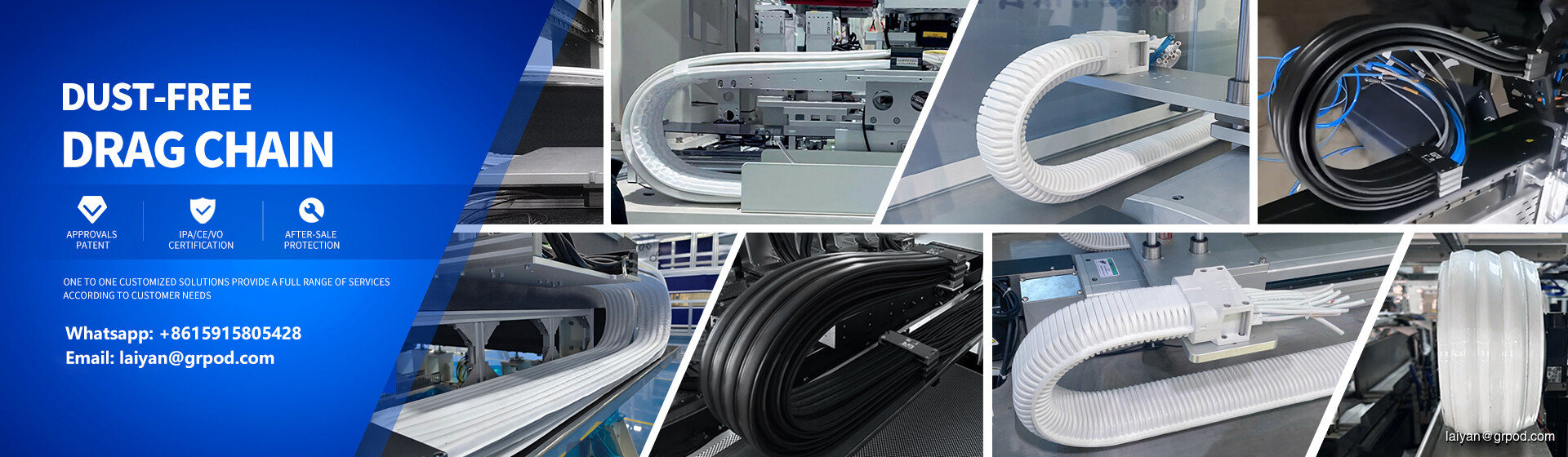
Optimal Cleanroom Cable Chain Solutions for Enhanced Automation Performance
In cleanroom environments, effective cable management is crucial to maintaining stringent cleanliness and contamination control standards. Utilizing the Clean Room Total Harness System enhances the organization of cables and hoses, ensuring they are securely housed while minimizing the risk of dust and particulate contamination. This system supports a variety of configurations, accommodating different cable sizes and bend radii specific to automation equipment.
Furthermore, the design promotes ease of installation and maintenance, enabling quick access for inspections or adjustments without compromising the cleanroom's controlled atmosphere. Selecting appropriate materials that resist abrasion and chemical exposure further extends the lifecycle of these cable chains, thereby reducing operational costs over time. The reliable functionality of these solutions allows for seamless integration into existing automated systems, enhancing overall operational efficiency.
| Feature | Benefit |
|---|---|
| Easy installation | Reduces downtime during setup |
| Abrasion-resistant materials | Prolongs lifespan in dynamic systems |
| Modular design | Provides flexibility for various setups |
| Compliance with safety standards | Ensures protection of sensitive equipment |
Leveraging the Clean Room Total Harness System in High-Standards Environments
The Clean Room Total Harness System offers a structured approach to managing cables in environments that demand strict adherence to cleanliness and contamination control. Using a cleanroom drag chain, this system effectively organizes and protects essential cables, ensuring minimal particle release and compliance with ISO standards. Such systems play a crucial role in industries like pharmaceuticals and semiconductors, where contamination can lead to costly setbacks.
When selecting a drag chain for cleanroom applications, it is important to consider aspects such as cable bundle size, bend radius, and the specific chemical exposures of the working environment. Additionally, opting for controls that facilitate easy installation and maintenance can enhance operational efficiency. A reliable drag chain factory can provide tailored solutions that meet these criteria.
"Employing advanced cable management systems is not just about efficiency; it’s about maintaining the integrity of your entire operational setup."
With careful planning and the use of high-quality drag chains from specialized drag chain manufacturers, businesses can achieve the reliability needed for sustainability in high-standard environments.

Efficient Cable Management in Cleanroom Settings: A Guide to Advanced Solutions
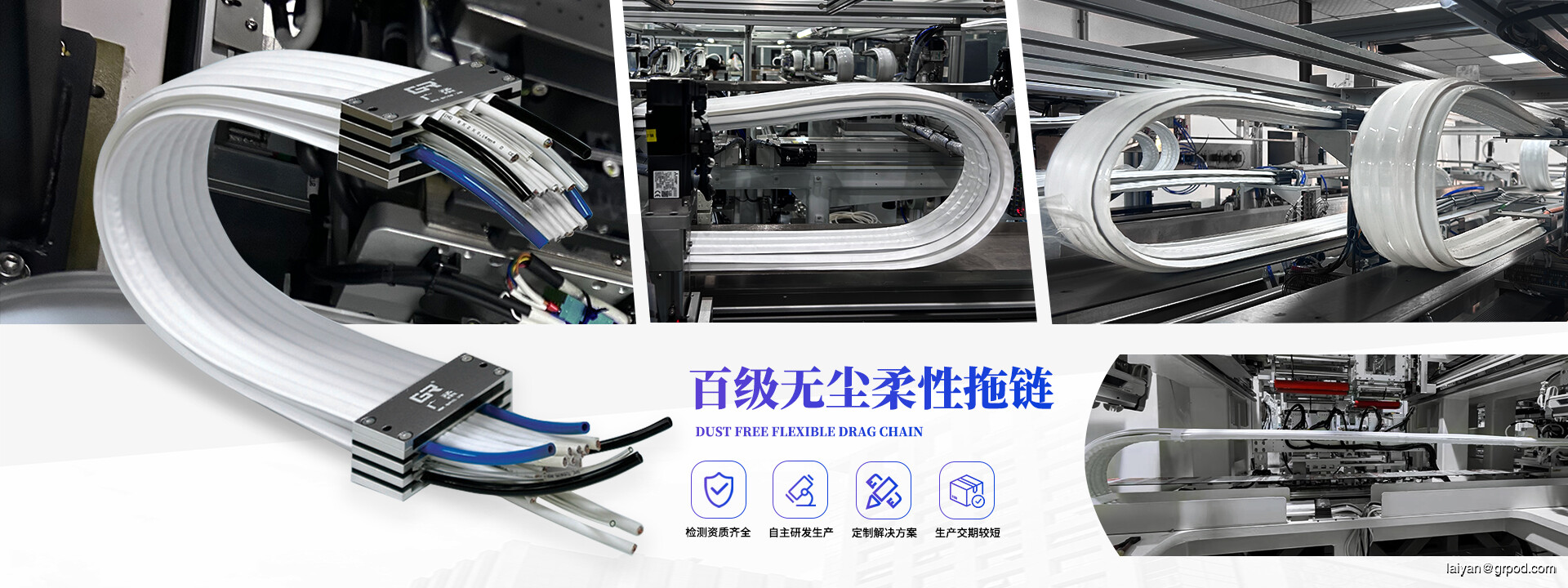
Maintaining efficient cable management in cleanroom environments is crucial to uphold the stringent cleanliness standards required in these settings. Advanced solutions, such as cleanroom cable chains and the Clean Room Total Harness System, provide significant advantages for automation systems. These systems are designed to accommodate various cable bundles while minimizing the risk of contamination. Their openable designs allow for straightforward installation and maintenance, ultimately enhancing operational reliability. Furthermore, with features like low dust generation and anti-static properties, these solutions effectively protect sensitive equipment from electrostatic discharge and airborne particles, ensuring seamless operations across sectors such as pharmaceuticals and electronics. Careful attention to factors such as bend radius, load expectations, and chemical exposure when selecting these solutions will optimize their efficacy in demanding cleanroom applications.
Achieving Reliability in Automated Systems with Innovative Cleanroom Cable Carriers
In automated systems, especially those operating within cleanroom environments, the design and functionality of cable carriers play a crucial role in maintaining reliability. Innovative cleanroom cable carriers are engineered to withstand the unique challenges posed by strict cleanliness standards. These carriers prevent contamination by containing and protecting cables while also facilitating smooth movement during operation. Their design often incorporates features such as low dust generation and noise reduction, ensuring a quieter work environment. Furthermore, these solutions are robust against environmental stressors, supporting high-speed movements without compromising stability or safety. By integrating advanced materials that resist wear and chemicals, facilities can achieve enhanced longevity and reduced maintenance needs, further contributing to operational reliability in complex automation setups.

Conclusion
The adoption of advanced cleanroom cable carrier solutions not only meets but often exceeds the operational requirements for high-standards environments. The Clean Room Total Harness System exemplifies a commitment to stringent cleanliness and contamination control, effectively managing cable organization. By leveraging features like modular designs and robust materials, these systems allow for enhanced operational flexibility and durability. Moreover, the integration of such solutions contributes significantly to minimizing maintenance downtime and ensuring consistent performance in automated systems. As industries continue to evolve, implementing reliable cable management strategies will remain fundamental in sustaining operational integrity and performance efficiency within cleanroom settings.
FAQs
What materials are recommended for cleanroom cable chains?
It is recommended to use materials that are abrasion-resistant and chemically durable to withstand the unique challenges of cleanroom environments.
How do cleanroom cable chains minimize contamination?
Cleanroom cable chains are designed to contain and protect cables, which helps reduce dust generation and maintains compliance with contamination control standards.
Can the Clean Room Total Harness System be customized for specific applications?
Yes, the Clean Room Total Harness System can be tailored to accommodate different cable sizes, configurations, and environmental conditions, ensuring optimal performance.
What maintenance practices should be followed for cleanroom cable management?
Regular inspections and maintenance checks should be conducted to ensure that cables are organized and that the systems remain free from contamination. This may include cleaning surfaces and verifying that components function seamlessly.
How do these systems contribute to automation efficiency?
Advanced cable management systems streamline operations by reducing downtime during installations or maintenance, allowing automated processes to operate without interruptions.
Contact Guangrou for a clean room drag chain solution.