Effective management of cable systems in cleanroom environments hinges on selecting advanced cable carrier solutions that ensure both performance and compliance. Key features of these systems, such as low dust generation and chemical resistance, protect sensitive manufacturing processes from potential contamination. Organizations must prioritize the evaluation of load capacities, cable sizes, and cleanroom class when implementing moving systems. Additionally, integrating reliable drag chains can enhance system durability while adhering to stringent cleanliness standards. Prioritizing these elements ultimately facilitates smoother operations while upholding industry regulations and safety measures.
Innovative Cleanroom Cable Chains for Enhanced Systems Efficiency
Cleanroom cable chains play a vital role in maintaining optimal performance within sensitive environments. These innovative systems are specifically engineered to handle the unique challenges posed by cleanrooms. With features such as low dust generation, anti-static properties, and robust chemical resistance, they ensure that critical cable management needs are met without compromising cleanliness. Using reliable drag chains from a reputable drag chain factory can enhance the durability and efficiency of your moving system.
“Selecting the right cleanroom cable chain can significantly impact operational efficiency and compliance.”
When evaluating options, consider the expected live load, cable bundle sizes, and the specific cleanroom classifications applicable to your facility. Implementing such advanced cable carrier solutions not only aids in effective organization but also supports compliance with stringent industry standards.
Reliable Cleanroom Moving Systems for Optimal Cable Management
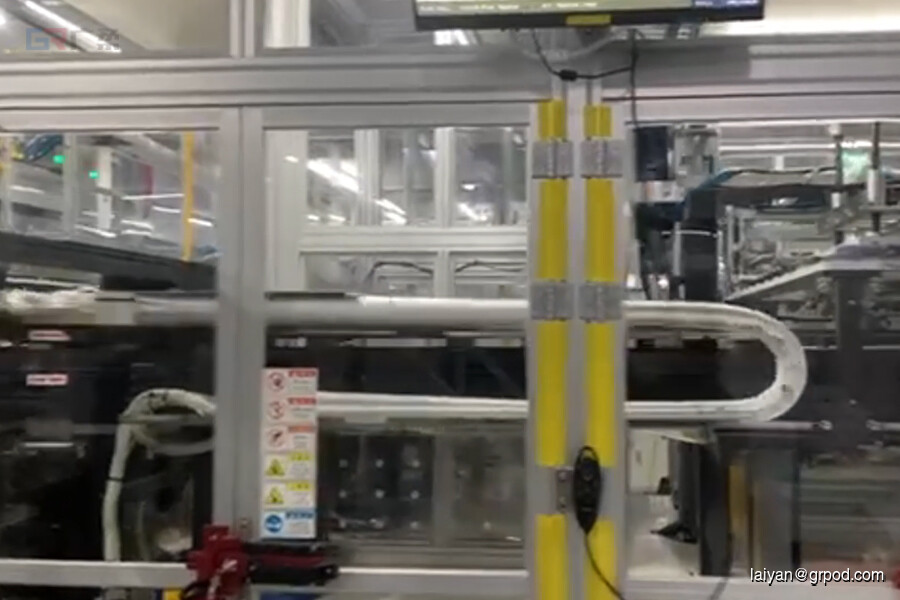
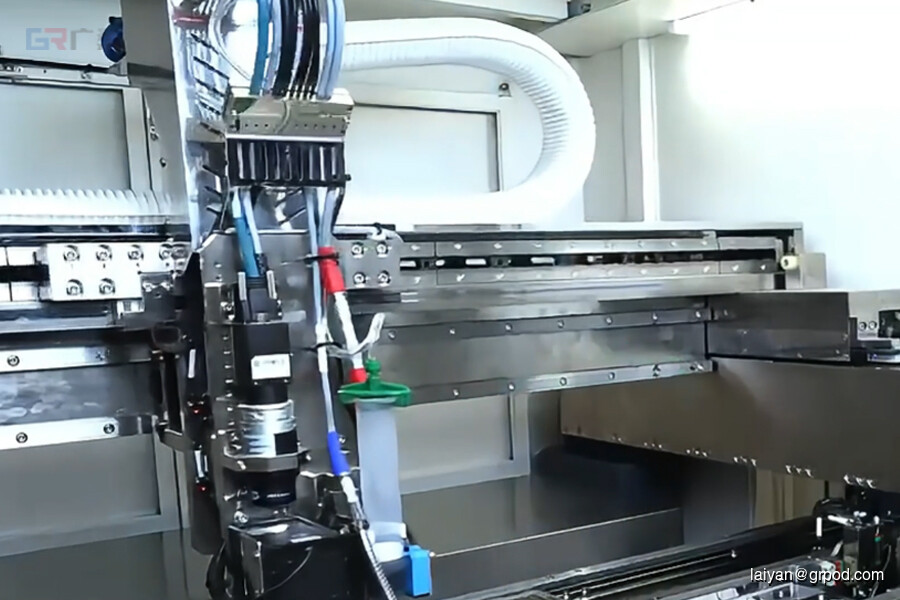
In cleanroom environments, maintaining optimal cable management is critical to ensure operational efficiency and minimize contamination. Reliable cleanroom moving systems, including drag chains from reputable drag chain factories, provide essential support for organizing and protecting cables in sensitive manufacturing settings. These systems are engineered to meet stringent cleanroom standards, effectively controlling the contamination that may arise from unmanaged cables. Features such as abrasion resistance and low dust generation further enhance their effectiveness in reducing risks associated with static electricity and fluid exposure. By integrating these reliable solutions, organizations can achieve a streamlined setup that promotes safety and compliance while facilitating easy maintenance and reconfiguration of cable routing as operational needs evolve.
Essential Features of Cleanroom Cable Carrier Solutions for Safety
A cleanroom drag chain is designed with safety as a primary concern, integrating several essential features to facilitate secure operations in sensitive environments. High-quality materials ensure resistance to chemicals and abrasion, which is critical for maintaining integrity within cleanroom settings. The anti-static properties help reduce the risk of electrostatic discharge, protecting equipment and sensitive materials from potential damage. Additionally, these systems are engineered to minimize dust generation, thus supporting stringent cleanliness standards. Ease of installation and reconfiguration further enhances safety by allowing swift adjustments with minimal downtime. When selecting a drag chain manufacturer, understanding these features ensures compliance with cleanroom requirements while promoting operational reliability and safety.
| Feature | Description |
|---|---|
| High Chemical Resistance | Protects against a variety of industrial fluids |
| Abrasion Resistance | Increases service life through hardened surfaces |
| Anti-static Properties | Reduces risk of electrostatic discharge |
| Low Dust Generation | Maintains cleanliness by minimizing particle release |
| Easy Installation | Allows quick setup or alterations without extensive downtime |

Maximizing Performance in Cleanroom Environments with Advanced Cable Solutions
To optimize functionality in cleanroom environments, the selection and implementation of advanced cable solutions are critical. These systems are designed to facilitate smooth movement while adhering to strict cleanliness standards. The use of cleanroom cable chains enhances cable organization, reducing strain and wear over time. Features like anti-static properties and low dust generation are essential in minimizing contamination risks. Moreover, the ability to configure these systems easily supports rapid adjustments during maintenance, ensuring minimal disruption. By integrating high-performance materials resistant to chemicals and abrasion, such solutions not only improve the lifespan of your assets but also align with operational efficiency protocols. Such considerations are vital for industries reliant on exacting hygiene protocols, including semiconductor and pharmaceutical manufacturing.

Conclusion
The implementation of advanced cleanroom moving systems and cable management solutions is essential for operational excellence in sensitive manufacturing environments. By prioritizing features such as abrasion and chemical resistance, along with anti-static properties, organizations can significantly reduce the risk of contamination while improving process efficiency. Investing in reliable cable chains not only supports compliance with stringent cleanroom standards but also enhances the durability and longevity of critical infrastructure. As the industry evolves, a focus on continuous improvement in cable management practices is indispensable for safeguarding product integrity and overall operational success.
FAQs
What is the role of cleanroom cable chains in improving efficiency?
Cleanroom cable chains enhance efficiency by providing organized cable management, reducing wear and tear on cables, and maintaining cleanliness within sensitive environments.
How do I choose the right cleanroom moving system?
Choosing the right system involves evaluating your cleanroom's classification, cable bundle sizes, and operational needs to ensure compliance with industry standards.
What are the key features to look for in a cleanroom cable carrier?
Key features include high chemical and abrasion resistance, anti-static properties, low dust generation, and ease of installation for efficient maintenance.
Can cleanroom moving systems help with compliance?
Yes, specialized systems are designed to meet stringent cleanroom standards, significantly aiding in compliance while minimizing contamination risks.
How can advanced cable solutions impact maintenance?
Advanced solutions allow for swift adjustments during maintenance with minimal disruption, promoting operational efficiency and supporting ongoing workflow needs.
Contact Guangrou for a clean room drag chain solution.