Cleanroom cable chains and Clean Room Total Harness Systems are essential components for maintaining operational integrity in controlled environments. Their ability to minimize particle emissions directly contributes to contamination control, which is critical for industries like pharmaceuticals and semiconductor manufacturing. These systems not only protect sensitive cables but also reduce wear, enhancing the longevity of components. Moreover, the streamlined design of these harness systems enables easier maintenance and promotes efficiency in operations. As cleanroom technologies continue to evolve, investing in reliable cable management solutions will remain vital for meeting cleanliness standards and ensuring smooth production processes.
The Importance of Cleanroom Cable Chains in Contamination Control
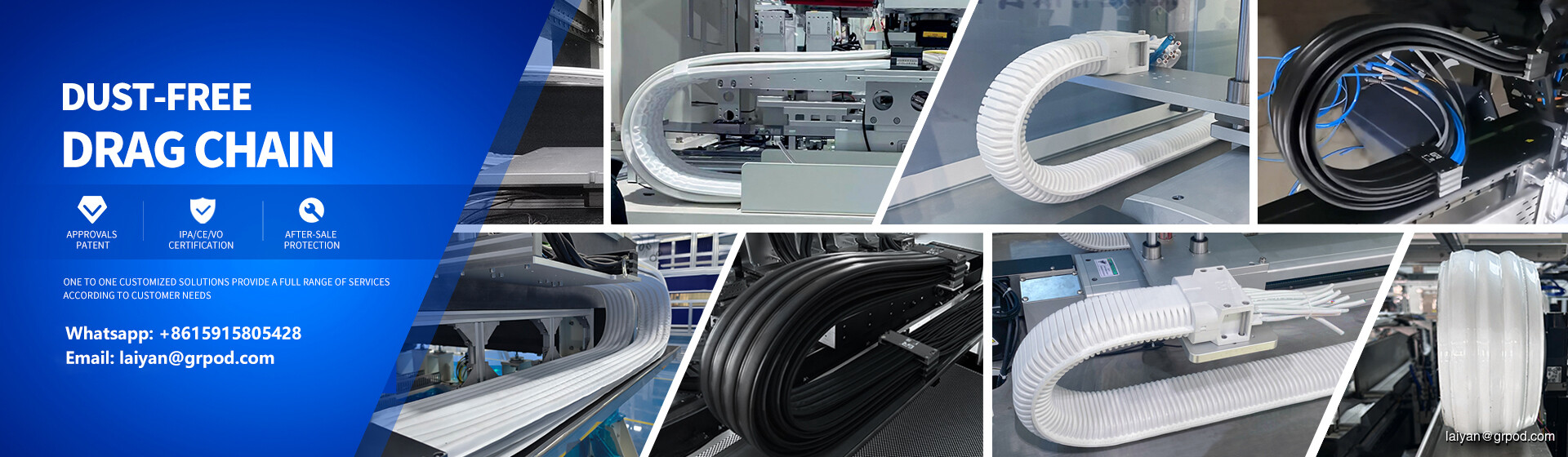
Cleanroom drag chains play a vital role in maintaining contamination control within sensitive environments. By encasing cables and hoses, these systems significantly reduce the risk of particulate generation. Their design adheres to stringent contamination standards essential for cleanrooms, where even minor dust particles can jeopardize production processes. Furthermore, cleanroom drag chains are engineered to offer abrasion and chemical resistance, ensuring durability and reliability. This is particularly important when handling various substances and lubricants that might compromise the cleanliness of the area. The integration of these cable carriers supports seamless operations in environments like semiconductor manufacturing and pharmaceuticals, where adherence to cleanliness is paramount. Their low dust generation characteristics contribute further to maintaining high ISO classification standards, making them an indispensable component in achieving operational excellence in cleanroom settings.

How Clean Room Total Harness Systems Enhance Cleanroom Operations
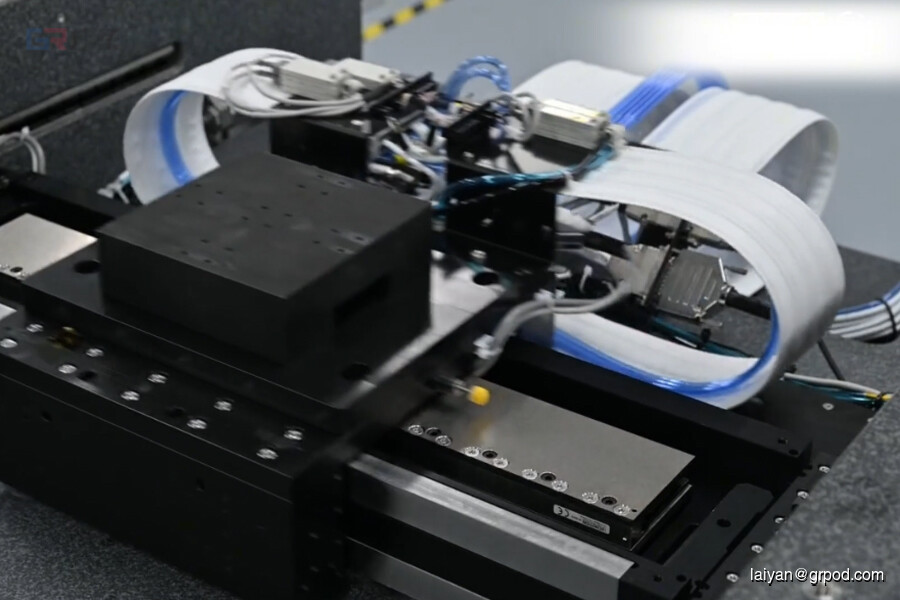
Clean Room Total Harness Systems play a pivotal role in optimizing cleanroom environments by efficiently organizing cables and hoses. These systems are designed to minimize dust generation and ensure a high level of cleanliness, crucial for industries such as semiconductor manufacturing and pharmaceuticals. By using these harness systems, facilities can significantly reduce the risk of contamination, which is essential for maintaining ISO classifications. Furthermore, with their openable design, they allow for quick assembly and maintenance without compromising the operational flow.
“Investing in a Clean Room Total Harness System is not just about compliance; it’s about enhancing productivity while safeguarding product integrity.”
In addition to their contamination control capabilities, these systems offer flexibility in handling various cable sizes and types, accommodating dynamic movements commonly found in automation processes. This adaptability leads to improved efficiency and sustainability of operations while ensuring that stringent cleanroom standards are met consistently.

Role of Cable Carriers in Maintaining Cleanroom Standards
Cable carriers, particularly cleanroom cable chains, play a vital role in ensuring the integrity of cleanroom environments. These systems help to maintain stringent contamination control by protecting sensitive cables and hoses from external contaminants. Designed with low dust generation properties, they minimize the risk of particulate contamination, which is crucial in industries like pharmaceuticals and semiconductors. Drag chain factories focus on creating products that adhere to high hygiene standards while also supporting efficient operation.
Moreover, these cable carriers enhance operational reliability by reducing wear and tear on cables through their protective structures. The use of a clean Room Total Harness System can further streamline cleanroom operations by consolidating multiple cables into a single unit, reducing setup complexity and ensuring compliance with cleanroom standards. Ultimately, selecting a drag chain manufacturer with a track record in producing high-quality, reliable products will contribute significantly to maintaining cleanliness and efficiency in controlled environments.
Benefits of Using Cleanroom Cable Chains in Critical Environments
Cleanroom cable chains offer a range of benefits essential for maintaining operational efficiency in sensitive environments. Their design minimizes particle emissions, which is crucial for contamination control. These chains are often constructed with abrasion-resistant materials, ensuring durability even in dynamic applications. Additionally, their anti-static properties significantly reduce the risk of electrostatic discharge, aligning with safety standards critical to cleanroom operations. The openable design facilitates easy maintenance and quick adjustments, further enhancing efficiency during production processes. A reliable drag chain factory typically provides options that meet specific cleanroom class requirements, making it simpler to choose the right solution tailored to the unique needs of each application. With a focus on reducing dust generation and improving operational longevity, cleanroom cable chains are invaluable assets for laboratories and manufacturing facilities where cleanliness is paramount.
Conclusion
The role of cable carriers, including cleanroom cable chains and Clean Room Total Harness Systems, is integral in maintaining the compliance and efficiency of cleanroom environments. These systems not only provide essential protection for cables and hoses from contamination but also ensure that operations adhere to stringent cleanliness standards. By effectively minimizing dust generation, these carriers support critical processes in industries such as pharmaceuticals and semiconductors, where precision and cleanliness are vital. As facilities invest in these technologies, they contribute to operational reliability through reduced wear on components and facilitate faster maintenance practices. In conclusion, the use of advanced cable management solutions is essential for enhancing productivity while safeguarding product quality in controlled settings.
FAQs
What are cleanroom cable chains?
Cleanroom cable chains are specialized systems designed to support and protect cables and hoses in controlled environments, minimizing the risk of contamination.
How do cleanroom cable chains help with contamination control?
These chains encase cables and reduce particle generation, adhering to strict cleanliness standards essential for cleanroom operations.
What industries benefit from using cleanroom cable chains?
Industries such as pharmaceuticals and semiconductor manufacturing benefit greatly as cleanliness is critical to their processes.
What is the significance of a Clean Room Total Harness System?
A Clean Room Total Harness System organizes cables effectively, leading to reduced contamination risks while facilitating easy maintenance and compliance with cleanliness standards.
How do these systems enhance operational efficiency?
By integrating multiple cables into a single unit, these systems streamline processes and reduce setup complexity, contributing to smoother operations.
Contact Guangrou for a clean room drag chain solution.